MidJourney Bot AI návod česky 4. díl – Seznam příkazů, popisovaní a zkracování
Informace pro uživatele
Pomocí příkazu /info můžete zobrazit informace o aktuálních úlohách ve frontě a spuštěných úlohách, typu předplatného, datu obnovení a další.

Předplatné (Subscription)
V části Předplatné se zobrazuje, který tarif máte předplacený, a datum příštího obnovení.
Pomocí příkazu /subscribe vygenerujte osobní odkaz na stránku pro odběr.
Nebo přejděte na stránku Midjourney.com/account.
Nebo po přihlášení na webové stránky Midjourney vyberte v postranním panelu možnost Manage Sub.
Ceník předplatného
Režim úlohy (Job Mode)
Zobrazuje, zda jste aktuálně v Rychlém nebo Uvolněném režimu. Uvolněný režim je k dispozici pouze pro předplatitele tarifů Standard a Pro.
Režim viditelnosti (Visibility Mode)
Zobrazuje, zda jste aktuálně v režimu Veřejné nebo Skryté. Režim Stealth je dostupný pouze pro předplatitele tarifu Pro.
Zbývající čas rychlého režimu (Fast Time Remaining)
Zobrazuje zbývající čas Fast GPU pro daný měsíc. Čas Fast GPU se měsíčně resetuje a nepřenáší se.
Využití za celou dobu životnosti (Lifetime Usage)
Zobrazuje vaše celoživotní statistiky Midjourney. Obrázky zahrnují všechny typy generací (počáteční mřížky obrázků, upscales, variace, remix atd.).
Uvolněné používání (Relaxed Usage)
Zobrazuje vaše využití v režimu Relax za daný měsíc. Silní uživatelé Relaxačního režimu zaznamenají o něco pomalejší časy ve frontě. Množství využití Relaxed se každý měsíc resetuje.
Úlohy ve frontě (Queued Jobs)
Zobrazuje seznam všech úloh, které jsou zařazeny do fronty ke spuštění. Ve frontě může být současně maximálně sedm úloh.
Použití příkazu Info
Zadejte /info do libovolného kanálu Bota nebo do přímých zpráv. Pouze vy budete moci vidět vyskakovací okno s informacemi.

Nastavení a předvolby
Příkaz /settings obsahuje přepínací tlačítka pro běžné možnosti, jako je verze modelu, hodnota stylu, hodnota kvality a verze upscaleru. Nastavení obsahuje také přepínače pro příkazy /stealth a /public.

Parametry přidané na konec výzvy přepíší volby provedené pomocí /settings.
Rozbalovací seznam verze modelu
Vyberte verzi modelu Midjourney, která se má použít při generování obrázků. Použít Nejnovější model je výchozí volba a vždy se použije nejnovější verze modelu Midjourney.
Use the latest Model (V5.2)Mjourney Model V5.2Mjourney Model V5.1Niji Model V5Mjourney Model V5.0Niji Model V4Mjourney Model V4Mjourney Model V3Mjourney Model V2Mjourney Model V1
Styl Surový parametr
Model Midjourney verzí 5.1 a 5.2 lze jemně doladit pomocí parametru --style raw parameter, který snižuje výchozí estetický vzhled Midjourney. Tento přepínač není k dispozici, pokud jsou vybrány jiné verze modelu.
Raw Mode
Stylizovat parametr
Midjourney Bot byl vycvičen k vytváření obrázků, které upřednostňují umělecké barvy, kompozici a formy. Parametr --stylize nebo --s parameter ovlivňuje, jak silně se toto školení uplatní. Nízké hodnoty stylizace vytvářejí obrázky, které přesně odpovídají zadání, ale jsou méně umělecké. Vysoké hodnoty stylizace vytvářejí obrázky, které jsou velmi umělecké, ale méně souvisejí s výzvou.
Stylize LowStylize MedStylize High Stylize Very High
Stylize Low = --s 50, Stylize Med = --s 100, Stylize High = --s 250, Stylize Very High = --s 750,
Veřejný a skrytý režim
Přepínání mezi veřejným a skrytým režimem. Odpovídá příkazům /public a /stealth.
Public
Režim Remix
Pomocí režimu Remix mode můžete měnit výzvy, parametry, verze modelů nebo poměry stran mezi variantami. Remix převezme obecnou kompozici výchozího obrázku a použije ji jako součást nové úlohy. Remixování může pomoci změnit nastavení nebo osvětlení snímku, rozvinout objekt nebo dosáhnout složitých kompozic.
Remix
Režim vysoké a nízké variace
Přepínání mezi režimem High Variation a Low Variation.
High Variation Mode Low Variation Mode
Turbo, rychlý a klidový režim
Přepínání mezi režimy Turbo, Rychlý a Relaxační. Odpovídá příkazům /turbo, /fast a /relax a parametrům--turbo, --fast,--relax.
Turbo Mode Fast ModeRelax Mode
Obnovení nastavení
Návrat k výchozímu nastavení.
Reset Settings
Vlastní předvolby
Vytvářejte vlastní volby pomocí příkazů prefer, které automaticky přidávají běžně používané parametry na konec výzev.
/prefer auto_dm Dokončené úlohy jsou automaticky odesílány do přímé zprávy
/prefer option Vytvoření nebo správa vlastní volby.
/prefer option list Zobrazení aktuálních vlastních možností.
/prefer suffix zadejte příponu, která se přidá na konec každé výzvy.
Preferovaná možnost
/prefer option set

Volba /prefer option set mine --hd --ar 7:4vytvoří volbu "mine", která se překládá jako --hd --ar 7:4.

Použití příkazu /imagine prompt vibrant California poppies --mine se interpretuje jako /imagine prompt vibrant California poppies --hd --ar 7:4.
/prefer option list vypíše všechny volby vytvořené s nastavenou volbou prefer option set. Uživatelé mohou mít až 20 vlastních možností.

Chcete-li odstranit vlastní možnost, použijte /prefer option set
Preferovaná přípona
/prefer suffix automaticky připojí zadanou příponu za všechny podněty.
Chcete-li preferovanou příponu vymazat, použijte příkaz /settings a vyberte možnost Reset Settings pro obnovení nastavení.
Příklad příkazu: /prefer suffix --uplight --video
Pouze parametry lze použít s příponou /prefer suffix,
prefer suffix --no orange není akceptována oranžová barva.
prefer suffix orange::-1 není akceptován.
Najdi úlohu ID (Job ID)
ID úlohy jsou jedinečné identifikátory používané pro každý obrázek vygenerovaný nástrojem Midjourney. ID úloh vypadají takto: 9333dcd0-681e-4840-a29c-801e502ae424a lze je nalézt v první části názvů všech obrázků, v adresách URL na webových stránkách a v názvu souboru obrázku.
Na webu
ID úlohy jakéhokoli obrázku v členské galerii zjistíte výběrem možnosti ... > Copy... > Job ID.

Z URL
ID úlohy jsou poslední částí adresy URL při zobrazení obrázku v galerii MJ. https://www.midjourney.com/app/users/381590592095911946/?jobId=9333dcd0-681e-4840-a29c-801e502ae424.

Z názvu souboru
ID úlohy je poslední část názvu souboru při prohlížení obrázku staženého z galerie.
User_cat_cloud_spirit_9333dcd0-681e-4840-a29c-801e502ae424.png
Použitím emoji reakce v aplikaci Discord
Reagujte pomocí emoji obálky ✉️ a odešlete dokončenou úlohu do přímých zpráv. Přímá zpráva bude obsahovat číslo seedu obrázku a ID úlohy. Reakce ✉️ funguje pouze s vašimi vlastními úlohami.

Jak používat funkci Zobrazit/Show
Use the /show

Popisování
Příkaz /describe umožňuje nahrát obrázek a na jeho základě vygenerovat čtyři možné výzvy. Pomocí příkazu /describe můžete prozkoumat novou slovní zásobu a estetické pohyby..
/describe generuje podněty, které jsou inspirativní a sugestivní, nelze jej však použít k přesnému obnovení nahraného obrázku. /describe vrací poměr stran nahraných obrázků.
Zkracování
Příkaz /shorten analyzuje vaši výzvu, zvýrazní některá nejvlivnější slova výzvy a navrhne nepotřebná slova, která byste mohli odstranit. Pomocí tohoto příkazu můžete optimalizovat svou výzvu tím, že se zaměříte na podstatné výrazy.
/shorten
není kompatibilní s více výzvami multi prompts nebo parametrem --no.
Analýza podnětu pomocí /Shorten
Bot Midjourney analyzuje vaši výzvu tak, že ji rozdělí na menší jednotky známé jako tokeny. Tyto tokeny mohou být fráze, slova nebo dokonce slabiky. Bot Midjourney tyto tokeny převede do formátu, kterému rozumí. Používá je spolu s asociacemi a vzory, které se naučil během svého tréninku, k tomu, aby řídil způsob generování vašeho obrázku. Tokeny si představte jako stavební kameny, které botovi Midjourney pomáhají pochopit smysl vstupu a vytvořit požadovaný vizuální výstup.
Dlouhé podněty se zbytečnými slovy, dlouhé popisy, poetické fráze nebo přímé oslovení bota ("Vytvořte mi prosím obrázek", "Děkuji za pomoc, bote Midjourney!") mohou vést k tomu, že se do obrázků přidají neočekávané prvky.
Příkaz /shorten vám pomůže odhalit nejdůležitější slova ve vaší výzvě a zjistit, která slova můžete vynechat.
Příklad příkazu zkrácení
Pokud chcete vytvořit hromadu koblih s posypem, můžete zkusit tuto výzvu: Please create a whimsical majestic tower of donuts, intricately crafted and adorned with a mesmerizing array of colorful sprinkles. Bring this sugary masterpiece to life, ensuring every detail is rendered in stunning magical realism. Thank you!

Pokud použijete příkaz /shorten s výše uvedenou výzvou, Midjourney Bot vrátí následující informace:
IMPORTANT TOKENS
Please create a whimsical majestic tower of donuts, intricately crafted and adorned with a mesmerizing array of colorful sprinkles. Bring this sugary masterpiece to life, ensuring every detail is rendered in stunning magical realism. Thank you!SHORTENED PROMPTS
5 Please, majestic tower of donuts, crafted, array of colorful sprinkles, sugary masterpiece, rendered, magical realism
4 Please, majestic tower of donuts, colorful sprinkles, sugary masterpiece, rendered, magical realism
3 majestic tower of donuts, colorful sprinkles, sugary, magical realism
2 majestic tower of donuts, colorful sprinkles, magical
1 tower of donuts, sprinkles
Nejdůležitější tokeny v zadání jsou zvýrazněny tučně, nejméně důležité jsou přeskrtnuty. Na základě těchto informací dostanete také 5 možných kratších podnětů
 Zkrácená možnost 1️⃣
Zkrácená možnost 1️⃣
 Zkrácená možnost 1️⃣
Zkrácená možnost 1️⃣Prosím, majestátní věž z koblih, vytvořená, řada barevných posypů, cukrové mistrovské dílo, vykreslená, magický realismus
Zkrácená možnost 2️⃣
 Zkrácená možnost 2️⃣
Zkrácená možnost 2️⃣Prosím, majestátní věž koblih, barevné posypky, cukrové mistrovské dílo, vykreslené, magický realismus
Zkrácená možnost 3️⃣
 Zkrácená možnost 3️⃣
Zkrácená možnost 3️⃣majestátní věž z koblih, barevné posypky, sladké, magický realismus
Zkrácená možnost 4️⃣
 Zkrácená možnost 4️⃣
Zkrácená možnost 4️⃣majestátní věž z koblih, barevný posyp, kouzelná
Zkrácená možnost 5️⃣
 Zkrácená možnost 5️⃣
Zkrácená možnost 5️⃣věž z koblih, posyp
Analýza výsledků
Nejkratší výzva, možnost Možnost 5 : věž z koblih, posypky přinesla obrázek, který se nejvíce blížil původnímu cíli. Mnoho výplňových slov jako "rozmarný", "fascinující" a "mistrovské dílo" bylo možné vynechat. Poznatek, že slova "věž" a "kouzelná" byla považována za důležité žetony, pomáhá vysvětlit, proč byly vygenerovány některé obrázky s prvky pohádkového hradu. Poznatek poskytl vodítko, že "kouzelný" by měl být z výzvy odstraněn, pokud bylo cílem vytvořit hromadu lahodných koblih.
Příkaz /shorten je nástroj, který vám pomůže prozkoumat, jak Midjourney Bot interpretuje tokeny, a experimentovat se slovy, ale nemusí fungovat pro všechna témata a styly výzev.
Jak používat funkci Shorten
Příkazem /shorten
Kanály Bota jsou kanály Discordu, kde má Bot Midjourney povoleno zpracovávat příkazy Slash. Na oficiálním Discordu Midjourney jsou všechny kanály v kategoriích Newcomer Rooms, Thread Channels, Themed Image Gen a General Image Gen kanály Bota.







")


















 vibrant California poppies
vibrant California poppies
 high contrast surreal collage
high contrast surreal collage high contrast surreal collage --style raw
high contrast surreal collage --style raw





 birds perching on a twig --niji 5
birds perching on a twig --niji 5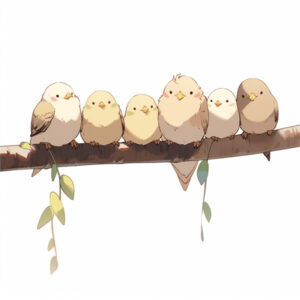 birds perching on a twig --niji 5 --style original
birds perching on a twig --niji 5 --style original birds perching on a twig --niji 5 --style cute
birds perching on a twig --niji 5 --style cute birds perching on a twig --niji 5 --style expressive
birds perching on a twig --niji 5 --style expressive birds perching on a twig --niji 5 --style scenic
birds perching on a twig --niji 5 --style scenic birds sitting on a twig
birds sitting on a twig